職種紹介
Works
職種紹介 | 採用情報
あなたの「好き」や「やってみたい」を形にしませんか?
職種ごとの仕事内容や、仕事のやりがいをご紹介します。
-

管理部 総務
松田電機をバックオフィスで守る
管理部 総務
松田電機をバックオフィスで守る
会社全体のサポート役として、経理・労務・人事など幅広い業務に携わります。
社員の皆さんがより安心・安全に働けるよう会社全体の制度の見直しのみならず保険等の手続き、備品の管理や社内イベントの企画運営、社員の福利厚生の管理など会社のバックオフィスを担っています。 -

管理部 社内SE
松田電機のブレーン集団
管理部 社内SE
松田電機のブレーン集団
主に製品を作るうえで必要になるシステムのコントロールや開発を行ったり、PCやシステムに関わる物品の管理、社内のシステムに関するお困りごとに対応するなどネットワーク、システムの運用、保守を行っています。他には自動で外観の検査をするシステムや自動で生産数をスケジュールに落とし込んでくれるシステムなど既存の業務に+aのシステムを開発しています。
-
品質管理部 品質管理
品質から生み出す松田電機クオリティー
品質管理部 品質管理
品質から生み出す松田電機クオリティー
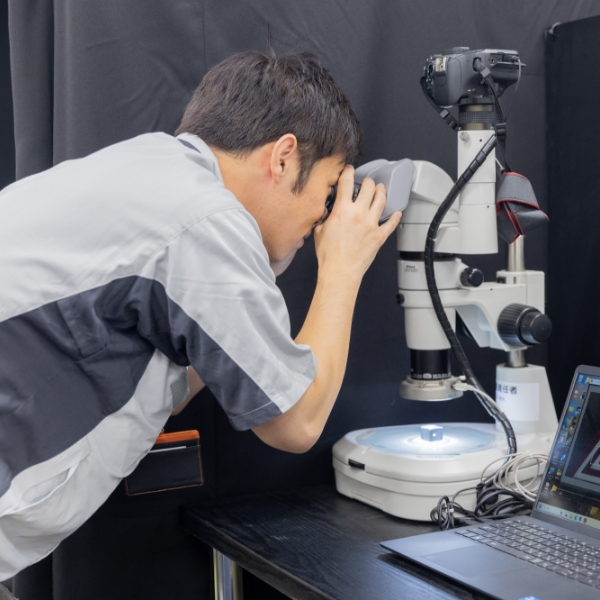
製品における品質部分を管理しています。
開発段階の製品の作りこみに大きく関わり、お客様からの要望に品質基準の設定・評価方法の確立・外注工場の監査業務なども行います。
他にはお客様からお問い合わせのあった製品の不良に対して調査・解析、原因究明、報告書の作成を行います。
量産後の製品、開発段階の製品ともに関り解析や調査を繰り返し品質を向上・維持していくお仕事です。 -

工務部 新製品管理
世に出る前の製品に触れ、
プロジェクト管理をする司令塔工務部 新製品管理
世に出る前の製品に触れ、
プロジェクト管理をする司令塔工務部計画室
お客様の納入希望日に対して、試作品~大量生産までの様々な工程が問題なく進むように日程管理をしています。具体的には、金型修正が必要な設計変更が入る場合、金型を修正しなければならない日、金型に材料を流して部品を成形する日、成形した部品に塗装する日など、各工程の担当者と相談しながら日程を立て、日々の進捗をフォローします。
それぞれの専門部隊と話しながら、一歩引いた目線でプロジェクトの進行を管理する役割です。
お客様と関係部署(品質管理、営業、技術)との関わりが特に多いお仕事です。 -

工務部 部品管理
工場間の架け橋
工務部 部品管理
工場間の架け橋
工務部1課
スイッチを生産するために必要な部品の管理をしています。
欠品にならないように部品の補充、仕入先へ発注をした部品に対し納期の調整依頼が入った場合はいつまでに必要か仕入先と生産者の仲介役となり納期調整をしております。
また過剰に部品手配をするのではなく、適正な在庫数を保てるように在庫調整をするお仕事をしています。
色々な人と関わり依頼をしたりすることが多いためコミュニケーション能力が活かされる部署になります。 -

工務部 物流
物流作業改善に取り組み、
物流に強い松田電機を創っていく工務部 物流
物流作業改善に取り組み、
物流に強い松田電機を創っていく必要な場所に無駄なく部品、製品を届けるお仕事です。
物流は業界的にもどんどん自動化が進む分野として注目されており、松田電機も新しい設備などを取り入れて、機械の力、人の力をバランスよく活かし製造業に特化した物流の流れを実現できるよう取り組んでいます。
日々のお客様・仕入先との物流を問題なく進めることももちろん重要ですし、これからどんどん新しく変わっていくお仕事です。 -

営業購買部 新規営業
世の中が必要とするものを提案から
営業購買部 新規営業
世の中が必要とするものを提案から
新規のお客様に対してニーズに合った商品を提案する部署になります。飛び込みやテレアポは基本的になくお客様からの紹介や展示会などで知り合ったお客様に対してお困りごとやニーズなどを聞き、そこから最適なご提案を行い仕事を獲得していくような業務です。
自動車のスイッチだけでなくシステムや設備など違う分野でも営業を行っているため、幅広い知識の吸収と挑戦ができるような仕事です。 -

営業購買部 既存営業
お客様に寄り添い松田電機を支える
営業購買部 既存営業
お客様に寄り添い松田電機を支える
既存のお客様に対して営業を行います。いち早く新製品の情報をキャッチし、他部署を巻き込んで新製品の受注活動に励むため部署内のみで実施する仕事は少なく、周りを巻き込んで成し遂げる業務が多いです。細やかなサポートとリーダーシップの双方が必要な仕事も多く幅広く業務や人と関わることで、成長・活躍を感じられる仕事です。
-

営業購買部 調達
良い製品を長期安定的に調達し、
松田電機のモノづくりを支える営業購買部 調達
良い製品を長期安定的に調達し、
松田電機のモノづくりを支える仕入先様から部品や製品を調達するお仕事です。
仕入先様の得意不得意やコストを鑑みて、どこから部材を調達するのか考え・選定します。
選定することで終わりではなく、長期安定的に供給課題がないか、仕入先様に寄り添い、一緒になって課題解決に取り組みます。 -

営業購買部 生産管理
未来を見据え、より良い道筋を模索する
営業購買部 生産管理
未来を見据え、より良い道筋を模索する
生産管理(営業購買部生産管理)
長期的な今後の数量情報をキャッチし、会社としてより良い道筋を考えます。
一つのスイッチを作るためには何十種類もの部品が必要で、設備の数・部品の在庫は多すぎても少なすぎてもいけません。
具体的には、長期生産計画の作成や、その生産計画にて問題があった場合の対策検討・推進などを行います。
問題の発見から始め、問題解決まで一連の業務で携わります。
大きなお金が動くこともあり、会社の未来と向き合い、社内外の方々と接する仕事です。 -

製品製造部 製品製造
最後の砦
製品製造部 製品製造
最後の砦
部品同士を組み合わせ、多種多様なスイッチ(自動車の内装部品)を完成させるお仕事です。
製品製造部で組立・検査したスイッチ(自動車の内装部品)は、そのままお客様に送られるため、松田電機の最後の砦です。
生産する工程で改善できる部分がないか考え、よりよくする活動も行います。
日々の生産数を維持しながら、品質も維持することが大切なため、その双方のバランスを常に追及しています。 -

部品製造部 部品製造
設備と会話し、良い部品作りにこだわる
部品製造部 部品製造
設備と会話し、良い部品作りにこだわる
成形や塗装と呼ばれる、部品を生産するお仕事に関わります。
お客様の手元に届くまでに、どうしたら良い品質の部品が作れるのかを考え、丁寧に条件を造りこんでいきます。
一度造った条件に対して、日々その条件を守りながら、品質の安定した部品を供給することも大事なお仕事です。
設備や部品の変化にいち早く反応できるよう、設備との会話を大切に、納期・品質を守っています。 -

技術部 金型製作
日本の誇る技術「金型」に一番近くで携わる、職人
技術部 金型製作
日本の誇る技術「金型」に一番近くで携わる、職人
部品を成形する際に使用する金型を製作します。
自動車部品は大量生産が基本であり、その生産を支えるために非常に大切なものが金型です。
加工部門が加工してくれた部材を元に、1つの金型として組み合わせていく作業を行います。
ひとつひとつ手作業で組んでいく工程は、ものづくりに直接的に関わっている実感がもてるお仕事です。 -

技術部 設備制作
松田電機クオリティーの設備を守り作り続ける
技術部 設備制作
松田電機クオリティーの設備を守り作り続ける
スイッチを製造するための設備を組み立てます。
依頼書通りの設備をつくるために、ビスや工具をフル活用し、材料をひとつひとつ丁寧に組み合わせていきます。
さらに組み立てたあとは、よい品質のスイッチを作り続ける設備になれるように微調整を繰り返します。
完成した設備の保守活動も行うため、製造部署との関わりが特に強いお仕事です。 -
技術部 設計
(治具設計/金型設計/製品設計)意図を汲み取り、図面に描く
技術部 設計
(治具設計/金型設計/製品設計)意図を汲み取り、図面に描く
治具設計
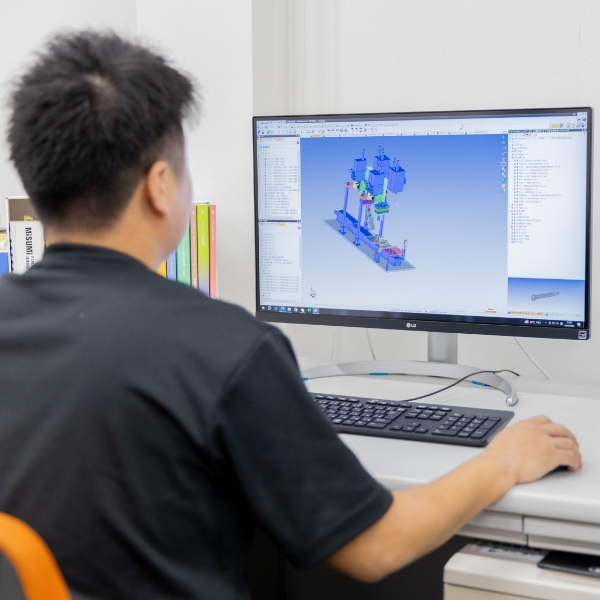
製造に必要な生産ラインの治具の設計を行います。治具設計は依頼書に沿ってどのような治具を作ればより作業がしやすいかの構想を練り、3DCADを用いて設備の設計を行います。PCでの業務だけでなく社内での打ち合わせや設備調査のための外出、他社との関わりも治具設計の仕事になります。金型設計
部品を製造する際に必要な金型の設計を行います。お客様からいただいた製品の設計図を基に3DCADソフトを使用し金型の設計を行っていきます。
金型の組立てでは金属部品1個の寸法ズレも全体の出来上がりに関係してくるため、設計段階でズレを出さないよう細心の注意を払いながら設計をします。製品設計
自社開発している製品の設計を行います。弊社は自動車のスイッチだけでなく、バイクのアフターパーツや発電機、建設機械などのスイッチも設計から行っています。お客様からのご要望をもとに仕様を検討しながら、図面を書きおこし試作として3Dモデルを制作したり強度検証などを行いながら製品をつくり込んでいくような仕事です。 -

技術部 制御
設備に命を吹き込むプログラマー
技術部 制御
設備に命を吹き込むプログラマー
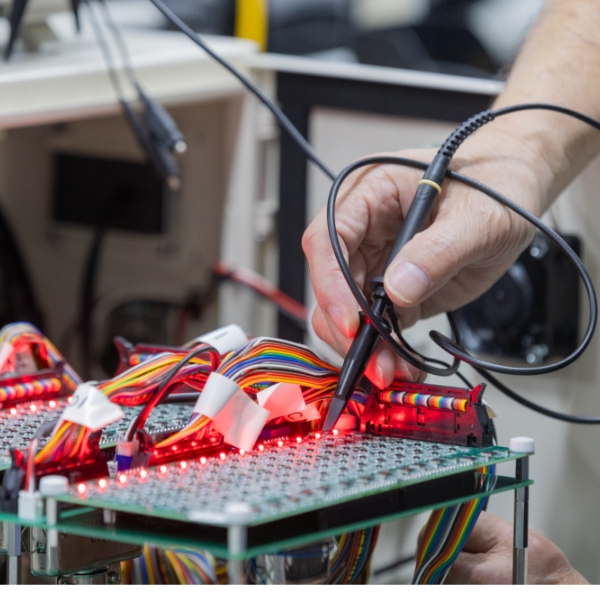
社内で設計された生産ライン設備に配線を行ったり、プログラムを組んで設備依頼書通りに生産ラインを動くようにする仕事です。ロボットでスイッチを組み立てる生産ラインもあるため、製品を傷つけないようにロボットの動きを0.01ミリ単位で微調整しながら制御システムを作成していきます。ロボットだけでなくPLC、カメラ、レーザーセンサーなど色々な機器を触りながら業務を進めるような仕事です。
-

技術部 加工
マシンの使い手
技術部 加工
マシンの使い手
設備や金型を作製するための材料を加工します。
図面をもとに、大きな鉄板を別の形に変えたり、金属の板に穴を開けて別の部品と組み合わせることができるようにします。
旋盤や加工用マシンを多く使います。加工具の知識が特に身に付きます。
加工した部品は設備製作や金型製作に送られますので、一部の技術職との関わりが強いお仕事です。 -

技術部 生産技術
技術者の小さな気づきが大きな成果を生む
技術部 生産技術
技術者の小さな気づきが大きな成果を生む
組立生技
新製品のスイッチを受注した際、組付け作業を行うための生産ラインの設計をしています。どのような順序で、どのような治具(組付けるための設備)を使って生産するのかなど、生産ライン設備の構想を設計をし、部品を組付ける上での問題点を見つけることが主な仕事です。その後、治具担当や制御担当と協力をして完成したライン設備が、自分の設計通り動いているか確認することも大切な仕事です。新製品ごとに構造が全く違うので、治具の動きや組付ける順番も千差万別です。部品生技
スイッチを製造する上で実際に物にできる図面なのかを確認するお仕事です。
お客様からいただいた図面を基に金型が問題なく作れるのかを0.01ミリ単位で確認していきます。
図面が確定した後に金型設計部門へ引き継ぎ、出来上がった金型へスイッチの材料をどの量をどの速さで流し込むと品質が保たれた製品が作れるのかなど条件を自分で作りながら良い製品を作っていきます。
お客様、協力会社、他部署との関りが多く技術部門での窓口でもあるため多くの情報が吸収できる部署でもあります。 -
技術部 製造技術開発
幅広い視野で新たなツールを作ります
技術部 製造技術開発
幅広い視野で新たなツールを作ります
外販などを視野に入れて社内の改善・役に立つツールを生み出すお仕事です。
例えば、製造ラインの稼働情報を収集する現場改善IoTツール、使用する部品を棚から簡単に探すことができるピッキング装置、レーザー刻印機など様々な設備の開発に取り組んでいます。
開発を通して失敗や改善を糧に、新たな知識や技術・発想力を身につけられる部署です。